Milling 316 Stainless Steel Speeds And Feeds
Machining 304 Stainless Steel Feeds Speeds Ww167 Youtube

Pin By Carbide Tv On Quick Start Feeds Speeds Stainless Steel 304 316 Stainless Steel Stainless Steel

Practical Machinist Largest Manufacturing Technology Forum On The Web

High Speed Cnc Milling On 316l Stainless Steel Youtube

Milling Stainless Steel With Homemade Cnc Router Youtube

Practical Machinist Largest Manufacturing Technology Forum On The Web

High efficiency milling can be a very effective machining technique in stainless steels if the correct tools are selected.
Milling 316 stainless steel speeds and feeds.

How To Machine Aerospace A286 Stainless Steel Aerospace Cnc Training Machine

Milling Different Materials
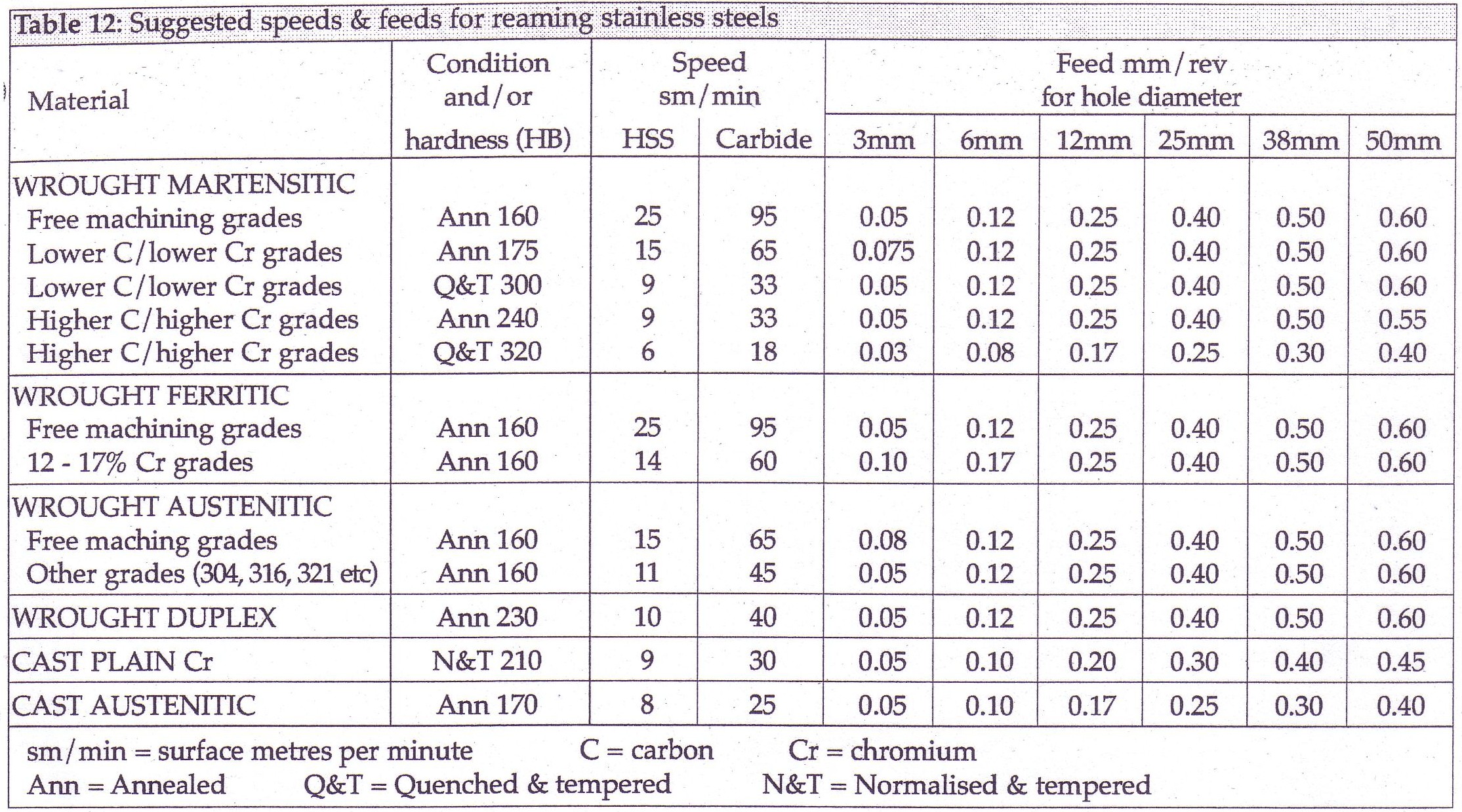
Speeds And Feeds For Drilling And Reaming Stainless Steel

Milling Inserts And Grades For Stainless Steel

6 X 20 3 4 Hp Mill Drill With Images

Milling Titanium With The Kennametal Harvi Ultra 8x Titanium Tool Holder Ultra

Milling Stainless Steel Success With Tormach Pcnc 1100 Nyc Cnc

Benchtop Milling Machine In 2020 With Images Benchtop Milling Machine Metal Milling Machine Milling Machine
Tapping Cast Iron It Cast Cast Iron Iron

Important Principles Of Cnc Machining Stainless Steel Venus Wires

Novatech Machining Inc Machine Shop Ontario Adfind Tv Online Video Directory Machine Shop Machine Ontario

Pin On Manufacturing And Metalworking

Altomax Inc Pickering Adfind Tv Online Video Directory Pickering Mould Design Custom
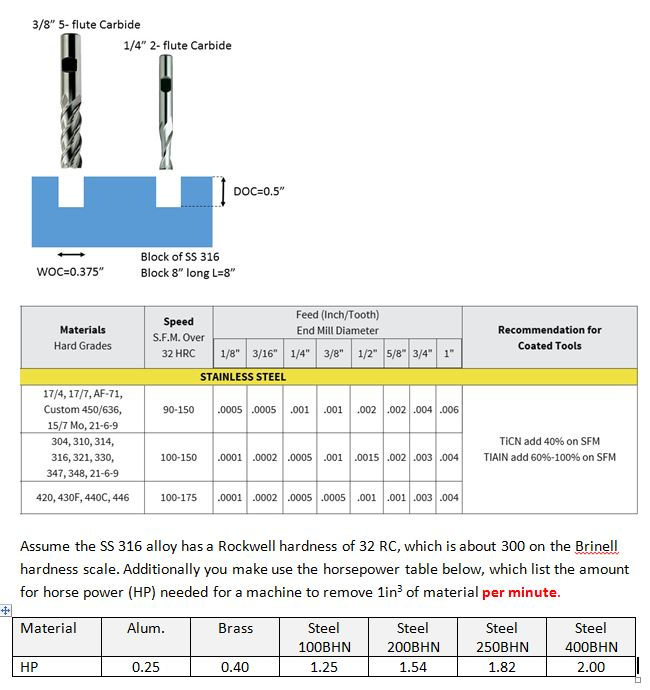
Solved You Are To Machine Two 3 8 Wide Slots In An 8 Lo Chegg Com

Practical Machinist Largest Manufacturing Technology Forum On The Web

Expert Tips On High Speed Cnc Milling Titans Of Cnc Academy

Stainless Steel For Machining Stainless Steel Cnc Machining Tips Surface Finishes Properties And More Cnclathing

Mtw European Type Trapezium Mill Lm Vertical Roller Mill Raymond Mill Pulverizer Machine Grinding Mill Machine M Vertical Trapezium Environmental Protection
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctkroy Zkyr2jo28ffkhfotbvfxcylyuq9 Bqhjvfkexpgkaono Usqp Cau

Tcqy Drum Sieve Pre Cleaning Sieve Cleaning Flour Mill
Pdf Effect Of Cutting Speed And Feed Rate On Surface Roughness Of Aisi 316l Ss Using End Milling

Cnc Machining Of Stainless Steel Some Quick Tips

Ozan Netmak Cnc Machine For Milling And Door Cnc Machine Cnc Milling

Orange Vise Company Quick Change Cnc Fixturing Components Cnc Milling Machine Machinist Tools Machine Shop
Source : pinterest.com
